在电子焊接领域,烙铁头的选择直接关系到焊接作业的效率与质量。其中,型号为900m-t-1c2c3c4c5c的马蹄头(或称马蹄型烙铁头),是专为936系列恒温焊台设计的核心配件之一,常与斜口烙铁头一同被提及,成为维修和DIY爱好者的得力工具。
一、认识936恒温焊台与烙铁头
936焊台因其出色的温度稳定性、快速的回温能力以及较高的性价比,在全球范围内广受欢迎。它通过热电偶反馈实现精准控温,而烙铁头(或称烙铁咀)作为直接接触焊点的部件,其形状和材质至关重要。
二、详解“900m-t-1c2c3c4c5c马蹄头”
这个型号标识包含了丰富信息:
- “900m-t”:通常指代该烙铁头适用的系列或基础型号,表明其与900M系列焊台(如936)兼容。
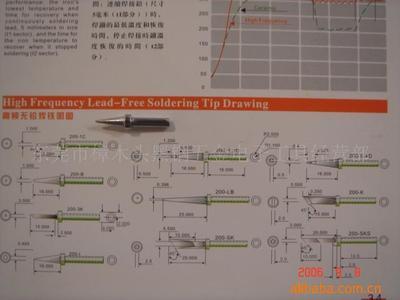
- “1c2c3c4c5c”:这很可能是一个复合代码,可能代表了一套包含不同尺寸或规格的马蹄头序列,方便用户根据焊接点大小进行选择。例如,1C可能指代最小尺寸的马蹄头,适用于精细焊接;而5C可能指代较大尺寸,适用于需要较大热容量的焊接点。
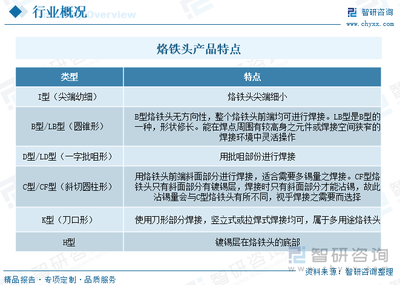
- “马蹄头”/“马蹄型”:这是烙铁头前端工作面的形状描述。其头部呈U形或马蹄铁状,有一个凹槽。这种设计使其在焊接时,凹槽可以包裹住元器件引脚或焊点,实现多面接触,热传导效率高,特别适合拖焊(如焊接多引脚IC芯片)、拆除多引脚元件以及进行大面积焊点的焊接。
三、马蹄头与斜口烙铁头的对比与应用
用户提示中同时提到了“斜口烙铁头”,这是另一种常见形状。
- 斜口烙铁头(或称刀头):头部呈斜面刀刃状。它的优势在于多功能性,既能利用刀尖进行精细焊接,又能利用刃面进行拖焊,或处理焊锡量较大的连接。对于空间受限或需要灵活操作的场景非常适用。
- 马蹄头:如前所述,其优势在于热效率和高精度拖焊。当需要快速、均匀地熔化一排引脚的焊锡时,马蹄头的凹槽设计往往比斜口头更具优势。
选择建议:
1. 精密IC焊接:优先选择小尺寸马蹄头(如型号中的1C或2C),其可控性更佳。
2. 通用维修与DIY:斜口烙铁头因其灵活性,常被作为首选或必备头型。
3. 混合任务:许多资深技术人员会同时配备马蹄头和斜口头,根据具体任务随时更换。900m-t-1c2c3c4c5c这样的套装正好提供了这种便利。
四、使用与保养要点
- 初次使用:新烙铁头或长期未用的烙铁头需先上锡,即在加热后在其工作面上涂抹一层焊锡,形成保护层,防止氧化。
- 温度设置:936焊台配合此类烙铁头,一般设置在300°C-380°C之间,具体视焊锡丝合金和无铅与否调整。过高温度会加速烙铁头氧化。
- 日常养护:焊接过程中及结束后,应常在湿润的清洁海绵或专用清洁钢丝球上擦拭,去除残留焊锡和氧化物。每次使用完毕,在烙铁头上留一层厚锡作为保护。
- 避免干烧与撞击:切勿在高温下长时间空烧,避免用烙铁头用力撞击或撬动物体。
###
900m-t-1c2c3c4c5c马蹄头套装为936焊台用户提供了一套从精细到常规焊接的完整解决方案。理解马蹄型与斜口等不同烙铁头的特性,能帮助使用者像选择“趁手兵器”一样,根据焊接对象的特性,精准选择最合适的烙铁头,从而事半功倍,提升焊接作品的整体品质与工作效率。正确使用和精心保养,更能延长这些精密部件的使用寿命,保障焊台的持久稳定性能。